


В апреле 2016 г. в состав холдинга S7 Technics (до начала 2018 г. — холдинг "Инжиниринг") вошло пензенское предприятие "Специальное конструкторское бюро турбонагнетателей" (ООО "СКБТ"). Для провайдера услуг ТОиР авиатехники это было нестандартным решением, так как самые массовые и востребованные изделия СКБТ — турбокомпрессоры для дизельных двигателей тепловозов.
Но в перспективе пензенское предприятие стремится стать поставщиком продукции для авиапромышленности. Для достижения заявленной цели СКБТ модернизирует производство за счет инвестиций материнской компании и занимается внедрением принципов бережливого производства (lean production).
ATO.ru рассказывает о первых результатах трансформации пензенской площадки в предприятие, способное работать в интересах авиаиндустрии.
Предыстория
Еще на стадии приобретения ООО "СКБТ" стало очевидно, что для расширения существующей линейки продукции и выхода на новые рынки сбыта пензенскому предприятию необходима серьезная модернизация мощностей и подходов к ведению производственных процессов.
На первом этапе основной задачей для ООО "СКБТ" стало оживление прямых связей с основными заказчиками и заключение прямых договоров, а также восстановление ритмичности производства и увеличение объемов реализации продукции.

Испытанный турбокомпрессор ТК23В-55 (на переднем плане) для стационарного дизель-генератора готов к отгрузке заказчику :: S7 Technics
Первые положительные результаты были достигнуты: объем производства и реализации продукции СКБТ в прошлом году значительно превысил показатели 2016 г.
Кроме удовлетворения потребностей действующих клиентов пензенского предприятия холдинг S7 Technics поставил перед коллективом СКБТ амбициозную задачу: освоить в производстве технические изделия по заказам международных машиностроительных компаний и даже предприятий авиационной промышленности.
На сегодняшний день СКБТ освоило изготовление пресс-форм для производства деталей интерьера самолета, следует из информации, размещенной на сайте пензенского предприятия. Известно, что эта продукция поставляется на новосибирскую базу S7 Technics, обладающую сертификатами EASA Part 21 G/J.
"Сегодня наши производственные возможности используются во внутрихолдинговой кооперации для изготовления инструмента, необходимого при проведении техобслуживания самолетов", — заявил ATO.ru гендиректор СКБТ Виктор Киреев.

В новом цехе СКБТ установлено современное высокотехнологичное оборудование для изготовления деталей и выполнения финишных операций. Здесь же производится сборка турбокомпрессоров :: S7 Technics
По словам коммерческого директора СКБТ Михаила Догадова, важной целью модернизации производственного комплекса пензенского предприятия, "помимо сохранения уверенного положения на российском рынке производителей турбокомпрессоров для дизельных двигателей и выхода в ближайшем будущем на лидирующие позиции, стало освоение новых компетенций поставщика для авиапромышленности".
"Среди авиационной продукции, планируемой к освоению можно перечислить компоненты ВС, комплекты деталей и сборочных единиц для доработок воздушных судов, а также инструмент и оснастку для ТОиР авиатехники", — рассказал он ATO.ru.
Предполагается, что обновленная производственная система СКБТ, которая позволит повысить качество выпускаемой продукции, уменьшить сроки ее изготовления и сократить затраты, будет построена на основе технологий бережливого производства (lean production). Первое знакомство с этой концепцией на пензенском предприятии произошло недавно, в конце 2017 г.

В токарно-фрезерном обрабатывающем центре обрабатываются колеса компрессора, диффузоры, вставки, корпуса подшипников и другие наиболее ответственные детали турбокомпрессоров :: S7 Technics
На вопрос ATO.ru, что стало толчком для внедрения инструментов бережливого производства, гендиректор ООО "СКБТ" Виктор Киреев ответил: "Наше предприятие было создано в 1962 г. как специализированная организация по разработке и серийному производству турбокомпрессоров. Сегодня изменился рынок, появляются сильные конкуренты, ужесточаются требования клиентов, увеличиваются затраты на производство продукции, а в организации в течение нескольких десятилетий производственные процессы оставались неизменными. Поэтому сейчас мы находимся в поиске эффективных инструментов и методологии для улучшения и упрощения своих бизнес-процессов, чтобы постепенно выйти на качественно новый уровень организации производства".
На старте
Самое первое мероприятие по внедрению инструментов lean production в СКБТ прошло в ноябре 2017 г. и было посвящено организации рабочей зоны на сборочном участке турбокомпрессоров. В марте этого года принципы бережливого производства стали использоваться в складском хозяйстве. С июня во внедрении задействованы все производственные участки предприятия, сообщила ATO.ru Юлия Нефедова, начальник отдела постоянных улучшений СКБТ.
По ее словам, новые инструменты организации работы внедряются при участии группы специалистов, "возглавляемой крупным отраслевым экспертом по lean-технологиям". На сегодняшний день в СКБТ внедрено пять инструментов бережливого производства.
Принципы бережливого производства, используемые в СКБТ (сентябрь 2018 г.)
- 6S (совокупность принципов организации рабочего места):
1S — Сортировка (все предметы на рабочем месте разделяются на нужные и ненужные; ненужные предметы удаляются из зоны рабочего места).
2S — Упрощение (для каждого предмета определяется "свое" место;
предметы располагаются так, чтобы они были легкодоступны для каждого,
кто пользуется; производится маркировка предметов для быстрого поиска).
3S — Уборка (проводится генеральная уборка рабочего места; основная задача — постоянно поддерживать рабочее место в чистоте и готовности к использованию).
4S — Безопасность (должны быть выявлены и устранены опасные условия работы).
5S — Стандартизация (определяются правила поддержания рабочего места в чистоте и постоянной готовности к использованию).
6S — Стабилизация (систематическое поддержание порядка на рабочем месте; проведение оценки и разработка корректирующих действий).
- A3 (инструмент для решения проблем и достижения конечных целей, структурирует цикл улучшений).
- 2P (мероприятие, в ходе которого разрабатывается видение нового процесса. Обязательное условие — проведение физического изменения на практике (пример на практике).
- Flow (выстраивание производственных потоков без остановок и скопления "буфера").
- Visual Management (наглядный инструмент для обеспечения всех работников информацией, которая позволяет им правильно работать, быстро обнаруживать проблемы и принимать верные решения).
Первые итоги
В СКБТ поделились промежуточными итогами по трем реализуемым проектам в рамках трансформации производственных процессов предприятия.
Проекты с использованием инструментов бережливого производства в СКБТ
I. В рамках мероприятия "Организация рабочей зоны сборочного участка турбокомпрессоров":
- организован участок сборки по одному изделию — ТК-35 (турбокомпрессор для тепловозных дизелей);
- пополнен инструментарий для каждого рабочего места;
- формируется план участка по сборке ТК по дням;
- подготовлены визуальные карты стандартных работ для каждого шага при сборке ТК-35;
- организованы места хранения комплектующих и место для хранения строп.
В ходе проведенных улучшений трудоемкость сборки ТК-35 снизилась на 67%.
II. В рамках мероприятия "Организация работы складского хозяйства":
- разработана общая концепция организации складского хозяйства СКБТ;
- вместо 20 площадок для хранения материалов, сырья, заготовок, готовых деталей организовано 10;
- все площадки для хранения материалов, сырья, заготовок, деталей, изделий систематизированы в 3 склада: склад готовой продукции, склад готовых деталей, склад сырья.
Сейчас ведется работа по оборудованию и организации склада готовых деталей.
III. В рамках мероприятия "Организация и рационализация рабочих мест":
- проведена сортировка на рабочих местах;
- обозначены предметы, находящиеся на рабочих местах;
- проведена симуляция Lego.
Во время сортировки собрали 14 т металлолома, также вывезли 26 м³ производственного мусора. В результате на рабочих местах удалено все ненужное, стало чище. Рейтинг по чек-листу до начала применения 6S составлял 0%, сейчас средняя оценка 15% по производственным участкам и 20–25% по офисным помещениям.
Вовлечение персонала
За время внедрения методик бережливого производства в деятельность СКБТ (ноябрь 2017 г. — август 2018 г.) проведено пять lean-мероприятий, в которых приняли участие более сотни человек (34% от общего количества персонала). Руководители пензенского предприятия всех уровней обучены методике 6S.
Продолжается обучение основам бережливого производства (первый уровень) всех сотрудников СКБТ. По данным на середину сентября, соответствующий курс прослушали почти 80% специалистов предприятия.

Это станок сварки трением. На нем выполняются работы по сварке вала ротора для турбокомпрессоров типоразмера ТК18 :: S7 Technics
"Внедрение lean-инструментов сплачивает и объединяет сотрудников: для обнаружения и решения существующих проблем привлекаются работники разных подразделений. В ходе споров и обсуждений люди начинают говорить на одном языке, лучше понимают специфику процессов, обмениваются знаниями и опытом. Сейчас мы учимся находить потери в потоке создания ценности и предлагать пути решения", — прокомментировала Юлия Нефедова.
Из ближайших задач по внедрению практик бережливого производства в СКБТ Виктор Киреев выделил две: внедрение методики 6S на всех без исключения рабочих местах и выстраивание производственной линии по потоку. Применение последнего позволит устранить или минимизировать многие виды потерь, имеющихся в цикле изготовления продукции на любом предприятии.
"В настоящий момент основной упор сделан на внедрение методики 6S. Нам необходимо добиться, чтобы каждый работник понимал важность правильной организации своего рабочего места, постоянного поддержания его в чистоте и порядке, чтобы он стремился улучшать рабочее место для своего удобства, безопасности и комфорта, так как в рамках предприятия это влияет на сокращение сроков изготовления продукции и повышение ее качества", — рассказала Юлия Нефедова.
На участке сборки

Первым участком СКБТ, подвергшимся трансформации, стал участком сборки турбокомпрессора ТК35. В первую очередь из всей сборки был выделен ТК35, и вся работа сфокусировалась над улучшениями в этой части. Была сформирована ячейка сборки турбокомпрессора модели ТК35, разделенная на этапы сборки разных частей. Разделение позволило сформировать рабочие места, оснащенные всем необходимым инструментом и оборудованием без смешивания, что в свою очередь позволяет визуально контролировать как загрузку участка, так и наличие инструмента.
Также с появлением сортовиков, содержащих все необходимые детали и подсборки, появилась возможность визуально определять потребность участка в пополнении запасов. Приложенные усилия для трансформации нельзя назвать грандиозными. Но в результате при первой же попытке провести сборку изделия, по замерам времени был получен прирост производительности на 70%. При этом в запасе есть потенциал к дальнейшим улучшениям процесса, ведь был применен основной базовый инструмент — 6S — опора для будущих изменений.
Участок был сформирован с целью демонстрации возможности применения lean-инструментов всем сотрудникам предприятия и вовлечения их в дальнейший процесс постоянных улучшений.

Перед тем как провести такое мероприятие по улучшению отдельного участка, тщательно собиралась и анализировалась информация о его работе, технологии, существующих нормативах, потребительском спросе. Кроме того, персонал, задействованный на сборке, привлекался в качестве экспертов. Прежде чем перейти к физическому изменению процесса, то есть передвинуть столы, избавиться от всего неиспользуемого и эргономично организовать рабочие зоны, вся работа участка предварительно моделировалась на бумаге. Это позволяет экономить массу времени, чтобы попробовать несколько вариантов новой схемы участка.

Каждая зона в ячейке организовывалась для сборки конкретного узла турбокомпрессора. Это также позволило разместить в каждой из них кроме необходимых инструментов еще и комплектующие с расходными материалами. Немало внимания было уделено и размещению технологии сборки в каждой зоне. Таким образом, перед глазами всегда есть подсказка — на что следует обратить внимание при выполнении работы.
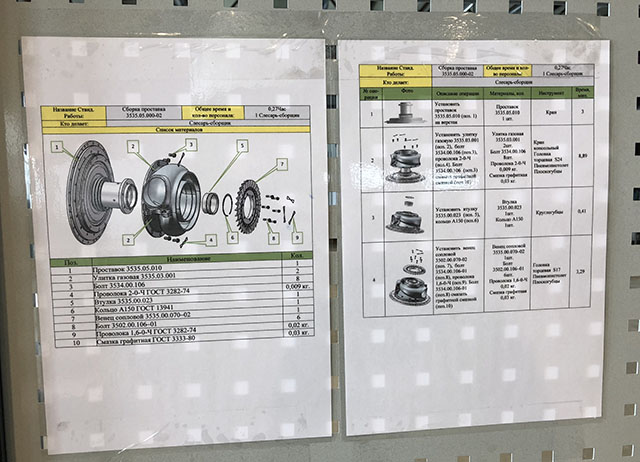
В таких описаниях указаны пошагово все операции и описаны отдельные требующие внимания этапы сборки. Важная деталь: все схемы визуальные. Большинству людей проще и быстрее воспринимать картинку, фотографию. При получении визуальной информации у нас автоматически возникает ассоциация, помогающая вспомнить множество деталей, которые мы храним в своей голове.

После формирования для каждой зоны сортовиков для деталей отдельных узлов появилась возможность визуально контролировать запасы на участке. Это позволяет сократить уровень запаса на самом участке, переместив все лишнее на склад. Также при пополнении комплектовщик получает информацию о том, что конкретно и в каком количестве требуется — от самих сортовиков, не привлекая персонал, занятый на выполнении сборки.

Фото предоставлены S7 Tecnhics.
Вложения
Год назад холдинг S7 Technics анонсировал, что направит на модернизацию СКБТ значительные средства. По словам Виктора Киреева, инвестиции в проект по организации новой модели производства уже составили несколько миллионов долларов.
На эти средства закуплено оборудование для контроля качества продукции (для проведения ультразвукового и рентгеновского контроля), обрабатывающие центры для фрезерной/токарной обработки деталей, программное обеспечение для конструкторской проработки, оборудование для складского хозяйства. Кроме того, часть средств вложена в модернизацию инфраструктуры предприятия.
Холдинг S7 Technics продолжит вести работу по превращению СКБТ в предприятие, функционирующее по передовым стандартам, создавая возможности активно участвовать в различных производственных программах, в том числе в интересах авиации.
"Мы продолжаем вести переговоры с российскими разработчиками авиационной техники о кооперации по изготовлению авиакомпонентов. Уже получили лицензию Минпромторга на производство авиационной техники и проводим ряд подготовительных мероприятий для прохождения аудитов в качестве поставщика авиапроизводителей", — заключил Михаил Догадов.